آبکاری استیل یکی از روشهای محبوب و کاربردی در صنایع مختلف است که برای بهبود ظاهر، افزایش دوام و مقاومت در برابر خوردگی به کار میرود. این فرآیند باعث میشود سطح استیل براق و درخشان شود و همچنین استحکام بیشتری در برابر عوامل محیطی داشته باشد. آبکاری علاوه بر بهبود زیبایی، از سطح استیل در برابر زنگزدگی و خراشیدگی محافظت میکند که این امر در صنایع تولیدی و ساختمانی بسیار اهمیت دارد.
این تکنیک در حوزههای مختلفی مانند صنایع خودروسازی، تجهیزات آشپزخانه، لوازم تزئینی و حتی پزشکی کاربرد دارد. استفاده از آب کاری استیل نه تنها موجب افزایش طول عمر محصولات میشود، بلکه به آنها ظاهری لوکس و جذاب میبخشد. با توجه به خواص منحصر بهفرد و کاربردهای گسترده آن، آشنایی با این فرآیند و روشهای انجام آن میتواند در انتخاب مواد و محصولات مناسب تأثیرگذار باشد.
آبکاری استیل چیست؟
پوشش دهی استیل فرآیندی است که در آن یک لایه نازک از فلز دیگر (معمولاً نیکل، کروم یا روی) بر روی سطح استیل قرار میگیرد تا خواص فیزیکی و شیمیایی آن بهبود یابد. این لایه آبکاریشده باعث افزایش مقاومت استیل در برابر خوردگی، زنگزدگی و سایش میشود. همچنین، آبکاری به سطح استیل براقیت و درخشش بیشتری میبخشد که به جذابیت ظاهری آن کمک میکند.
این فرآیند معمولاً با استفاده از الکتریسیته یا فرآیندهای شیمیایی انجام میشود. در روشهای الکترولیتی، جریان الکتریکی از طریق محلول حاوی فلز مورد نظر عبور کرده و لایهای نازک از فلز را روی استیل رسوب میدهد. آبکاری استیل در صنایع مختلف، از جمله خودروسازی، لوازم خانگی، ابزارآلات و دکوراسیون مورد استفاده قرار میگیرد. هدف اصلی آن بهبود دوام، زیبایی و عملکرد استیل در شرایط مختلف محیطی است.
روش آبکاری استیل
آبکاری استیل فرآیندی پیچیده و دقیق است که به دو روش اصلی آبکاری الکتریکی (الکترولیتی) و آبکاری شیمیایی (غیرالکترولیتی) انجام میشود. هر یک از این روشها بر اساس نیازهای خاص قطعه استیل و محیطی که در آن به کار میرود، انتخاب میشود. هدف این فرآیند، ایجاد یک لایه محافظ از فلزات مانند کروم، نیکل یا روی بر روی سطح استیل است که نه تنها به زیبایی و درخشندگی آن میافزاید، بلکه مقاومت سطحی در برابر خوردگی، سایش و زنگزدگی را به طرز چشمگیری افزایش میدهد.
آبکاری استیل به دو روش اصلی الکترولیتی و الکترلس انجام میشود که هرکدام ویژگیها و کاربردهای خاص خود را دارند.
1. آبکاری الکترولیتی
این روش یکی از رایجترین و پرکاربردترین روشهای آبکاری استیل است. در این فرآیند، جریان الکتریکی باعث میشود تا لایهای نازک از فلز مورد نظر (مانند نیکل یا کروم) بر سطح استیل رسوب کند. ابتدا استیل به عنوان کاتد و فلز آبکاری به عنوان آند به مدار الکتریکی متصل میشوند. سپس، هر دو درون یک محلول الکترولیتی قرار میگیرند که حاوی یونهای فلز آبکاری است. با عبور جریان الکتریکی از محلول، یونهای فلزی به سمت استیل حرکت کرده و بر روی سطح آن رسوب میکنند. عوامل مهم در این فرآیند شامل ترکیب شیمیایی محلول، شدت جریان برق و مدت زمان آبکاری است که مستقیماً بر کیفیت و ضخامت لایه نهایی تأثیر میگذارد.
2. آبکاری الکترولس
آبکاری الکترلس که به آن آبکاری اتوکالیستی نیز میگویند، بر خلاف روش الکترولیتی، نیازی به جریان الکتریکی ندارد. در این روش، پوشش فلزی مانند نیکل با استفاده از واکنشهای شیمیایی بر روی سطح استیل رسوب میکند. برای آبکاری نیکل الکترلس، فلز در محلولی از نمک نیکل، هیپوفسفیت و سایر مواد شیمیایی قرار میگیرد. این واکنش شیمیایی باعث میشود که نیکل به طور یکنواخت بر روی سطح استیل رسوب کند. این روش به دلیل امکان پوششدهی یکدست و یکنواخت بر روی قطعات پیچیده و حساس، به ویژه در صنایع الکترونیکی و دقیق مورد استفاده قرار میگیرد.
هر دو روش بسته به نیاز و شرایط استفاده، میتوانند مقاومت استیل را در برابر خوردگی و زنگزدگی افزایش دهند و همچنین به ظاهر و درخشندگی آن بیفزایند.

مزایای آبکاری استیل در صنایع مختلف
آبکاری استیل یکی از موثرترین و پرکاربردترین روشهای ایجاد مقاومت، زیبایی و دوام در قطعات فلزی است. این فرایند با افزودن یک لایه محافظ، عملکرد قطعه را در شرایط سخت محیطی بهبود میدهد و همین موضوع باعث شده در اکثر صنایع از تولیدات خانگی تا تجهیزات سنگین صنعتی، جزء مراحل کلیدی ساخت باشد. در ادامه مهمترین مزایای پوشش دهی استیل را بهصورت دقیق و دستهبندیشده بررسی میکنیم:
۱. افزایش مقاومت در برابر خوردگی
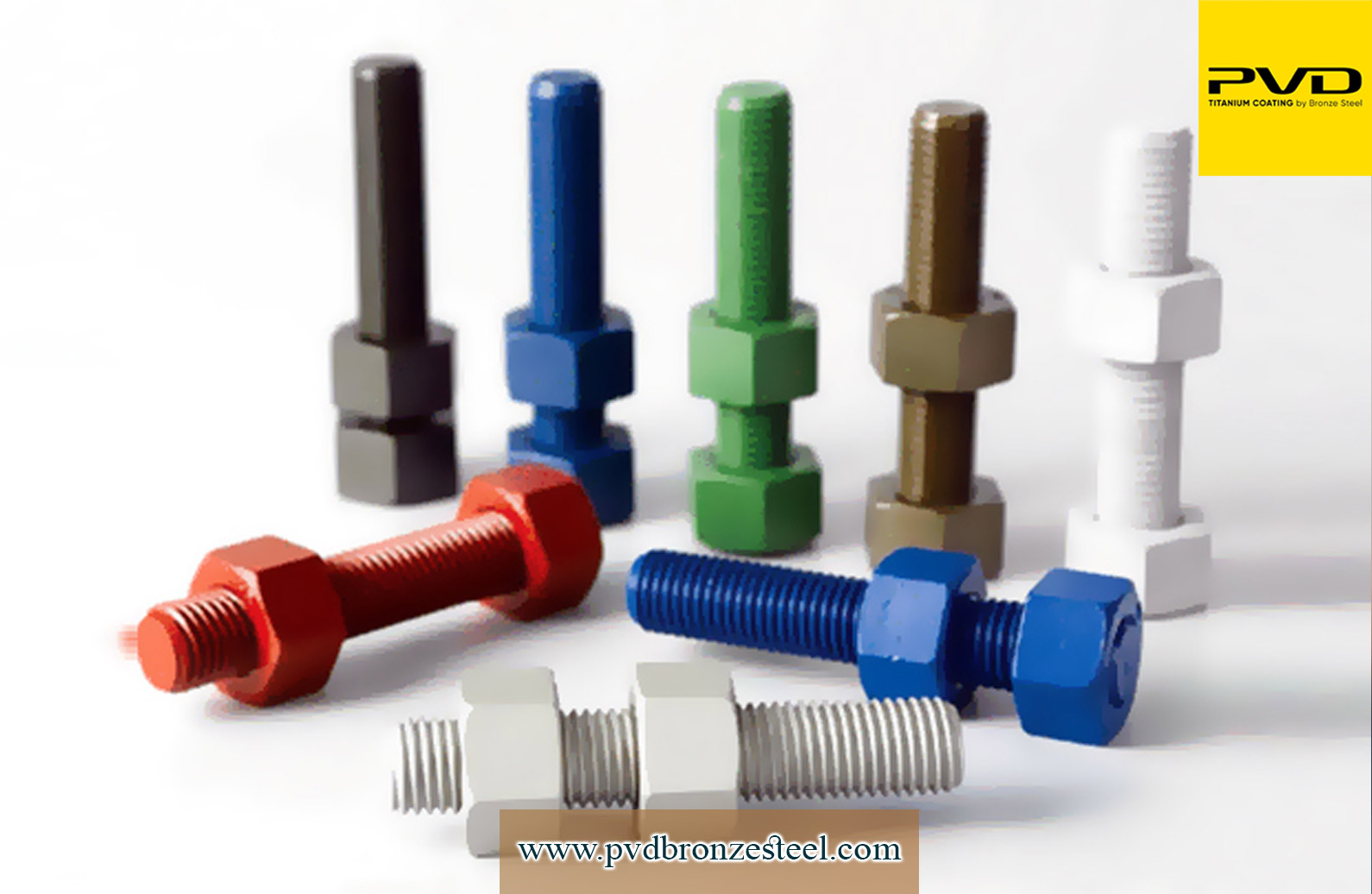
یکی از برجستهترین مزایای آبکاری استیل در تهران، مقاومت بسیار بالای آن در برابر زنگزدگی و اکسیداسیون است. با ایجاد یک لایه محافظ از فلزاتی مانند نیکل، کروم یا روی، سطح قطعه در برابر رطوبت، مواد شیمیایی، نمک و تماس با محیطهای خورنده کاملاً محافظت میشود.
به همین دلیل در صنایعی مانند صنایع دریایی، پتروشیمی، تجهیزات آزمایشگاهی و ساخت ابزارهای صنعتی، آبکاری استیل یک ضرورت محسوب میشود.
۲. افزایش دوام و طول عمر قطعات
آبکاری لایهای سخت و مقاوم ایجاد میکند که تحمل قطعه در برابر ضربه، سایش، خراشیدگی و تنشهای مکانیکی را چند برابر میسازد. این موضوع بهخصوص در صنایعی که قطعات در تماس مداوم با اجسام دیگر یا فشارهای شدید قرار دارند؛ مانند خودروسازی، ساخت ابزارآلات و ماشینآلات تولید؛ اهمیت بسیار زیادی دارد.
۳. بهبود ظاهر و جلوهی سطح
یکی از دلایل محبوبیت آبکاری استیل در صنایع تزئینی، ساختمانی و لوازم خانگی، جلوه نهایی بسیار زیبا و حرفهای آن است. سطح آبکاریشده کاملاً براق، یکدست و چشمنواز میشود و علاوه بر زیبایی، حس کیفیت و لوکس بودن محصول را منتقل میکند. از این مزیت در تولید یراقآلات، قطعات دکوراتیو، تجهیزات داخلی خودرو، وسایل آشپزخانه و صنعت معماری به شکل گسترده استفاده میشود.
۴. افزایش خاصیت چسبندگی و قابلیت ماشینکاری
در برخی صنایع، پیش از انجام رنگکاری یا سایر پوششهای تکمیلی، آبکاری استیل باعث بهبود چسبندگی رنگ یا لایههای بعدی میشود. همچنین با اصلاح سطح و ایجاد یکنواختی، قابلیت ماشینکاری و عملیات بعدی روی قطعه بسیار راحتتر و دقیقتر انجام میگیرد. این مزیت در صنایع الکترونیک، قطعهسازی و ابزارسازی اهمیت ویژهای دارد.
۵. ایجاد خاصیت رسانایی یا عایقبودن (بسته به نوع آبکاری)
برخی فرآیندهای آبکاری مانند آبکاری نیکل یا مس، رسانایی الکتریکی قطعه را افزایش میدهد و از آن در ساخت قطعات الکترونیکی، سیمکشیها و بردهای صنعتی استفاده میشود.
در مقابل، برخی پوششها خاصیت عایقشدن سطح را نیز فراهم میکنند. همین قابلیت، آبکاری استیل در تهران را به یک انتخاب همهجانبه برای صنایع الکتریکی و الکترونیکی تبدیل کرده است.
۶. کاهش هزینههای تعمیر و نگهداری
با مقاومتر شدن قطعات و جلوگیری از خوردگی و آسیبهای سطحی، نیاز به تعمیرات دورهای، تعویض قطعات و توقف خطوط تولید بهشدت کاهش مییابد. این کاهش هزینه بهویژه در صنایع بزرگ مثل نفت و گاز، حملونقل، ماشینآلات سنگین و صنایع غذایی بسیار چشمگیر است.
۷. ایمنی بیشتر در تماس با مواد غذایی و دارویی
در صنایع غذایی و دارویی، بهداشت سطح و مقاومت در برابر آلودگی اهمیت بسیار بالایی دارد. آب کاری استیل با ایجاد سطحی کاملاً صاف و بدون منافذ، مانع رشد باکتریها و آلودگیها میشود. به همین دلیل از آبکاری استیل در ساخت مخازن، لولهها، تجهیزات پختوپز صنعتی و تجهیزات آزمایشگاهی استفاده میشود.
۸. مقرونبهصرفه بودن نسبت به تعویض قطعات
در بسیاری از موارد، آبکاری استیل جایگزین اقتصادی بسیار مناسبی برای خرید قطعه جدید است. بهجای تعویض کامل تجهیزات گرانقیمت، میتوان با آبکاری مجدد، آنها را مانند روز اول بازسازی کرد. این مزیت در صنایع ماشینکاری، تولید قطعات صنعتی و خطوط مونتاژ بسیار کاربردی است.
۹. سازگاری با محیط زیست
در صورتی که با استانداردهای جدید و روشهای کمخطر انجام شود، پوشش دهی استیل میتواند از هدررفت مواد اولیه و تولید ضایعات جلوگیری کند. طول عمر بالای قطعات آبکاریشده نیز باعث کاهش مصرف انرژی و منابع در خطوط تولید میشود.
چه نوع استیلی برای آبکاری مناسبتر است؟
در میان انواع استیل، آنهایی که دارای سطح صاف، بدون زنگ زدگی و با درصد نیکل یا کروم مناسب هستند، بهترین گزینه برای آبکاری استیل به شمار میروند. استیل سری 300، به ویژه استیل 304 و 316، به دلیل مقاومت بالا در برابر خوردگی و چسبندگی بهتر لایه آبکاری، انتخاب های ایده آلی هستند. این نوع استیلها نه تنها نتیجه ای براقتر و یکنواختتر ارائه میدهند، بلکه دوام بیشتری نیز در برابر شرایط محیطی از خود نشان میدهند.

انواع محلول آبکاری استیل
برای آبکاری استنلس استیل، از محلولهای مختلفی استفاده میشود که هر یک به هدف خاصی به کار میروند. مهمترین محلولها شامل موارد زیر هستند:
- محلول هیدروکلریک اسید (HCl): این محلول به عنوان یک تمیزکننده قوی برای حذف زنگزدگی و آلودگیهای سطحی استنلس استیل استفاده میشود.
- محلول سولفوریک اسید (H₂SO₄): این محلول نیز برای تمیزکاری و حذف مواد آلاینده به کار میرود و به عنوان یک الکترولیت در آبکاری الکتریکی نیز مورد استفاده قرار میگیرد.
- محلول نیتریک اسید (HNO₃): نیتریک اسید به عنوان یک ماده اکسیدکننده قوی عمل میکند و به پاکسازی و آمادهسازی سطح استیل قبل از آبکاری کمک میکند.
- محلول فسفریک اسید (H₃PO₄): این محلول بهعنوان یک ماده برای تمیز کردن و ایجاد سطحی مناسب برای آبکاری استیل استفاده میشود و خواص ضدخوردگی دارد.
- محلول کلرید آهن (FeCl₃): این محلول به عنوان یک عامل اکسیدکننده در فرآیندهای شیمیایی و آبکاری مورد استفاده قرار میگیرد.
- محلول کلرید روی (ZnCl₂): این محلول به ویژه برای ایجاد یک پوشش محافظ و مقاوم در برابر خوردگی بر روی استیل کاربرد دارد.
- محلول کلرید مس (CuCl₂): این محلول میتواند به عنوان یک الکترولیت در فرآیندهای آبکاری به کار رود.
- محلول پتاسیم هیدروکسید (KOH): این محلول به عنوان یک قلیایی قوی در برخی از فرآیندهای آبکاری استیل استفاده میشود.
- محلول سدیم هیدروکسید (NaOH): این محلول نیز به عنوان یک قلیایی قوی به تمیزکاری و آمادهسازی سطح استیل کمک میکند.
- محلول آمونیاک (NH₃): آمونیاک در برخی از کاربردها به عنوان یک ماده قلیایی و تمیزکننده استفاده میشود.
مراحل آبکاری استیل
آبکاری استیل یک فرآیند چند مرحلهای و دقیق است که برای افزایش دوام، مقاومت و زیبایی فلز استفاده میشود. هر مرحله در آبکاری استیل به بهبود کیفیت نهایی لایه آبکاری کمک میکند. در ادامه مراحل آبکاری استیل به روش الکترولیتی توضیح داده شده است:
1. آمادهسازی سطح (تمیزکاری)
قبل از شروع فرآیند آبکاری، سطح استیل باید بهطور کامل تمیز شود تا هرگونه چربی، زنگزدگی، اکسیداسیون و آلودگی از روی آن برداشته شود. این کار معمولاً با استفاده از مواد شیمیایی، شویندههای قلیایی، اسید شویی (Pickling) یا سایش مکانیکی انجام میشود. تمیز بودن سطح استیل برای تضمین چسبندگی بهتر لایه آبکاری ضروری است.
2. پوششدهی اولیه (آندینگ)
در برخی موارد، قبل از آغاز آبکاری اصلی، یک پوشش اولیه (لایه زیرین) به کار گرفته میشود. این مرحله برای بهبود چسبندگی و استحکام لایه نهایی و محافظت بیشتر از فلز پایه است. همچنین ممکن است از محلولهای آمادهسازی مانند نیکل به عنوان پایه استفاده شود.
3. آبکاری الکترولیتی
در این مرحله، قطعه استیل به عنوان کاتد درون حمام الکترولیتی قرار میگیرد و فلز مورد نظر (مانند نیکل یا کروم) به عنوان آند در همان محلول قرار دارد. جریان الکتریکی از طریق محلول الکترولیتی عبور کرده و باعث میشود یونهای فلزی از آند جدا شده و به سمت سطح استیل رسوب کنند. این مرحله با کنترل دقیق جریان الکتریکی، ترکیب شیمیایی محلول و دمای حمام انجام میشود تا لایهای یکنواخت و با ضخامت مناسب روی استیل تشکیل شود.
4. شستوشوی نهایی
بعد از آبکاری، قطعه استیل بهخوبی با آب شسته میشود تا هرگونه باقیمانده از مواد شیمیایی محلول یا فلزات اضافی حذف شود. این مرحله به جلوگیری از بروز لکهها و آسیب به سطح نهایی کمک میکند.
5. پرداخت نهایی و پولیش
در این مرحله، قطعه استیل با استفاده از فرآیندهای پولیش و پرداخت، به براقیت و درخشندگی دلخواه میرسد. این مرحله بسته به نیاز، ممکن است با استفاده از ابزارهای مکانیکی یا شیمیایی انجام شود تا سطح نهایی کاملاً صاف و درخشان باشد.
6. کنترل کیفیت و تست
در انتهای فرآیند، قطعه آبکاری شده تحت آزمایشهای کنترل کیفیت قرار میگیرد تا اطمینان حاصل شود که لایه آبکاری به درستی انجام شده و خواص مورد نظر مانند ضخامت، مقاومت در برابر خوردگی و چسبندگی بررسی میشود.
این مراحل تضمین میکند که آبکاری استیل بهدرستی انجام شود و قطعه نهایی دارای کیفیت بالا، دوام مناسب و ظاهری درخشان باشد.

دلایل استفاده از آبکاری استیل
استفاده از آبکاری استیل به دلایل متعددی در صنایع مختلف بسیار رایج است. این فرآیند باعث افزایش مقاومت استیل در برابر خوردگی، زنگزدگی و سایش میشود و در نتیجه طول عمر و دوام محصولات را بهبود میبخشد. همچنین، آبکاری استیل به آن درخشندگی و زیبایی میبخشد که در تولید محصولات لوکس و تزئینی نقش مهمی دارد.
علاوه بر این، آبکاری میتواند خواص سطحی خاصی مانند هدایت الکتریکی، کاهش اصطکاک یا حتی خاصیت ضدباکتریایی را فراهم کند. از دیگر مزایای این روش، کاهش هزینهها از طریق استفاده از فلزات گرانبها به عنوان پوشش نازک به جای استفاده کامل از آنهاست، که این امر در بسیاری از صنایع از جمله خودروسازی، الکترونیک و تجهیزات پزشکی کاربرد دارد.
مهمترین کاربردهای آبکاری استیل در ساخت بدلیجات
آبکاری استیل در ساخت بدلیجات به دلیل ایجاد درخشندگی و زیبایی بیشتر، یکی از تکنیکهای پرکاربرد است. این فرآیند باعث میشود سطح بدلیجات براق و جذاب به نظر برسد و شبیه به جواهرات گرانبها مانند طلا یا نقره باشد. همچنین آبکاری استیل مقاومت این قطعات را در برابر زنگزدگی و خوردگی افزایش میدهد، که به دوام و ماندگاری بیشتر آنها کمک میکند.
به دلیل استفاده مکرر بدلیجات و تماس با پوست، آبکاری نه تنها ظاهر زیبا، بلکه محافظتی اضافی در برابر سایش و خراشیدگی فراهم میکند، به همین دلیل در تولید انواع گردنبند، دستبند، انگشتر و گوشواره از این تکنیک استفاده میشود.
در آبکاری استیل از چه فلزاتی استفاده میشود؟
در آبکاری استیل، از فلزات مختلفی به عنوان لایه آبکاری استفاده میشود که هر کدام خواص خاصی را به سطح استیل اضافه میکنند. مهمترین فلزات مورد استفاده در آبکاری استیل عبارتند از:
- نیکل: نیکل یکی از رایجترین فلزات برای آبکاری استیل است. این فلز به دلیل مقاومت بالا در برابر خوردگی و زنگزدگی، همچنین قابلیت ایجاد سطح براق و صاف، بسیار محبوب است. لایه نیکل به استیل کمک میکند تا در شرایط مرطوب و خورنده دوام بیشتری داشته باشد.
- کروم: آبکاری با کروم معمولاً برای ایجاد یک لایه محافظ براق و مقاوم در برابر سایش و خراشیدگی انجام میشود. این لایه باعث افزایش زیبایی و درخشندگی استیل میشود و همچنین به افزایش مقاومت در برابر خوردگی کمک میکند.
- روی: آبکاری با روی بهویژه در صنایع ساخت و ساز و در مواردی که نیاز به حفاظت از خوردگی وجود دارد، کاربرد دارد. لایه روی به عنوان یک مانع محافظ عمل کرده و از زنگزدگی استیل جلوگیری میکند.
- طلا: در برخی از بدلیجات و محصولات لوکس، از آبکاری با طلا استفاده میشود تا به ظاهر جواهرات جلوهای لوکس و زیبا ببخشد. لایه طلا همچنین خواص ضدباکتریایی دارد و در تماس با پوست باعث ایجاد حساسیت نمیشود.
- پلاتین: آبکاری با پلاتین به دلیل خواص استثنایی این فلز، در تولید قطعات بسیار لوکس و با کیفیت بالا مورد استفاده قرار میگیرد.
استفاده از این فلزات در فرآیند آبکاری استیل باعث افزایش دوام، زیبایی و مقاومت محصولات نهایی در برابر عوامل محیطی میشود.
چرا آبکاری استیل بهترین انتخاب برای محافظت فلزات است؟
آبکاری استیل نهتنها به سطح فلز جلوهای درخشان و حرفهای میدهد، بلکه با ایجاد یک لایه مقاوم، آن را در برابر خوردگی، زنگ زدگی و آسیب های محیطی محافظت میکند. این روش در مقایسه با رنگ یا پوشش های موقت، دوام بیشتری داشته و زیبایی ظاهری را همزمان با استحکام افزایش میدهد. از همینرو، آبکاری استیل گزینه ای هوشمندانه برای افزایش طول عمر قطعات فلزی در صنایع مختلف به شمار میرود.
فواید خدمات آبکاری استیل
خدمات آبکاری استیل به دلیل فواید متعددی که ارائه میدهند، در صنایع مختلف بسیار ارزشمند هستند. یکی از مهمترین فواید آبکاری استیل، افزایش مقاومت در برابر خوردگی و زنگزدگی است که به دوام و طول عمر محصولات کمک میکند. همچنین، آبکاری استیل باعث بهبود ظاهر و جذابیت بصری قطعات میشود، به طوری که سطح براق و زیبایی به آنها میبخشد.
این خدمات همچنین میتوانند خواص خاصی نظیر مقاومت به سایش و خراشیدگی را به استیل اضافه کنند، که این ویژگی در کاربردهای صنعتی و تولید ابزارآلات مهم است. علاوه بر این، آبکاری میتواند هزینههای تولید را کاهش دهد، زیرا به جای استفاده از فلزات گرانبها، تنها یک لایه نازک از این فلزات بر روی استیل قرار میگیرد. به طور کلی، خدمات آبکاری استیل نه تنها عملکرد و زیبایی محصولات را بهبود میبخشند، بلکه به افزایش رضایت مشتریان و رقابتپذیری در بازار کمک میکنند.
نگهداری و مراقبت از قطعات آبکاریشده استیل
برای حفظ درخشش و کیفیت آبکاری استیل، رعایت چند نکته ساده اما کلیدی ضروری است. بهتر است از مواد شوینده ملایم و پارچه نرم برای تمیز کردن استفاده شود تا سطح آبکاری دچار خش یا کدر شدن نشود. تماس مستقیم با مواد اسیدی یا قلیایی، رطوبت طولانی مدت و ضربههای شدید نیز میتواند به لایه آبکاری آسیب بزند. با نظافت منظم و نگهداری صحیح، میتوان عمر مفید و ظاهر براق این قطعات را برای سالها حفظ کرد.

قیمت آبکاری استیل در تهران
قیمت آبکاری استیل به عوامل متعددی بستگی دارد که هر یک میتواند تأثیر قابل توجهی بر هزینه نهایی داشته باشد. یکی از مهمترین عوامل، نوع فلز آبکاری است که انتخاب میشود؛ مثلاً آبکاری با نیکل یا کروم معمولاً هزینهبرتر از آبکاری با روی است. همچنین، ضخامت لایه آبکاری، فرآیندهای مورد استفاده (الکترولیتی یا الکترلس)، و نیاز به آمادهسازی سطح نیز بر قیمت تأثیرگذار هستند.
از دیگر عوامل میتوان به مقدار و اندازه قطعات، شرایط ویژهای که در آنها باید آبکاری انجام شود، و همچنین هزینههای مربوط به مواد شیمیایی و تجهیزات اشاره کرد. در نهایت، انتخاب یک شرکت معتبر و تجربهشده در این زمینه نیز میتواند بر هزینهها تأثیر بگذارد، زیرا شرکتهای با کیفیت بالا معمولاً از فناوریهای پیشرفتهتری استفاده میکنند که ممکن است هزینه بیشتری را به همراه داشته باشد، اما کیفیت و دوام بالاتری را تضمین میکند. به طور کلی، قیمت آبکاری استیل تحت تأثیر عوامل متعددی قرار دارد و برای کسب اطلاعات دقیقتر، بهتر است با شرکت ایران برنز استیل متخصص در این زمینه مشورت کنید.
نکته نهایی
آبکاری استیل یکی از تکنیکهای کلیدی در بهبود کیفیت و دوام محصولات فلزی است که در صنایع مختلف کاربرد دارد. این فرآیند نه تنها به افزایش مقاومت در برابر خوردگی و زنگزدگی کمک میکند، بلکه زیبایی ظاهری و جذابیت محصولات را نیز بهبود میبخشد. با توجه به تنوع فلزات قابل استفاده و روشهای مختلف آبکاری، انتخاب مناسبترین گزینه میتواند تأثیر قابل توجهی بر عملکرد و ماندگاری محصولات داشته باشد.
با پیشرفت فناوری و استفاده از مواد و تجهیزات بهروز، خدمات آبکاری استیل به یک راهحل اقتصادی و مؤثر برای تولیدکنندگان تبدیل شده است. به همین دلیل، در نظر گرفتن عواملی مانند هزینه، نوع آبکاری، و کیفیت خدمات ارائه شده از سوی شرکتهای معتبر، برای دستیابی به نتایج مطلوب ضروری است. در نهایت، آبکاری استیل نه تنها به حفظ و افزایش ارزش محصولات کمک میکند، بلکه باعث افزایش رضایت مشتریان و رقابتپذیری در بازار نیز میشود.