آبکاری نیکل چیست؟
آبکاری نیکل فرایندی است که در آن یک لایه نازک از نیکل بر روی سطح فلزات قرار میگیرد. این فرایند معمولاً با استفاده از الکترولیز یا اسپری انجام میشود و هدف آن افزایش مقاومت به خوردگی، بهبود ظاهر و کاهش سایش سطحی است. آبکاری نیکل در صنایع مختلف، از جمله خودروسازی و الکترونیک، کاربردهای زیادی دارد و به افزایش عمر محصولات کمک میکند.
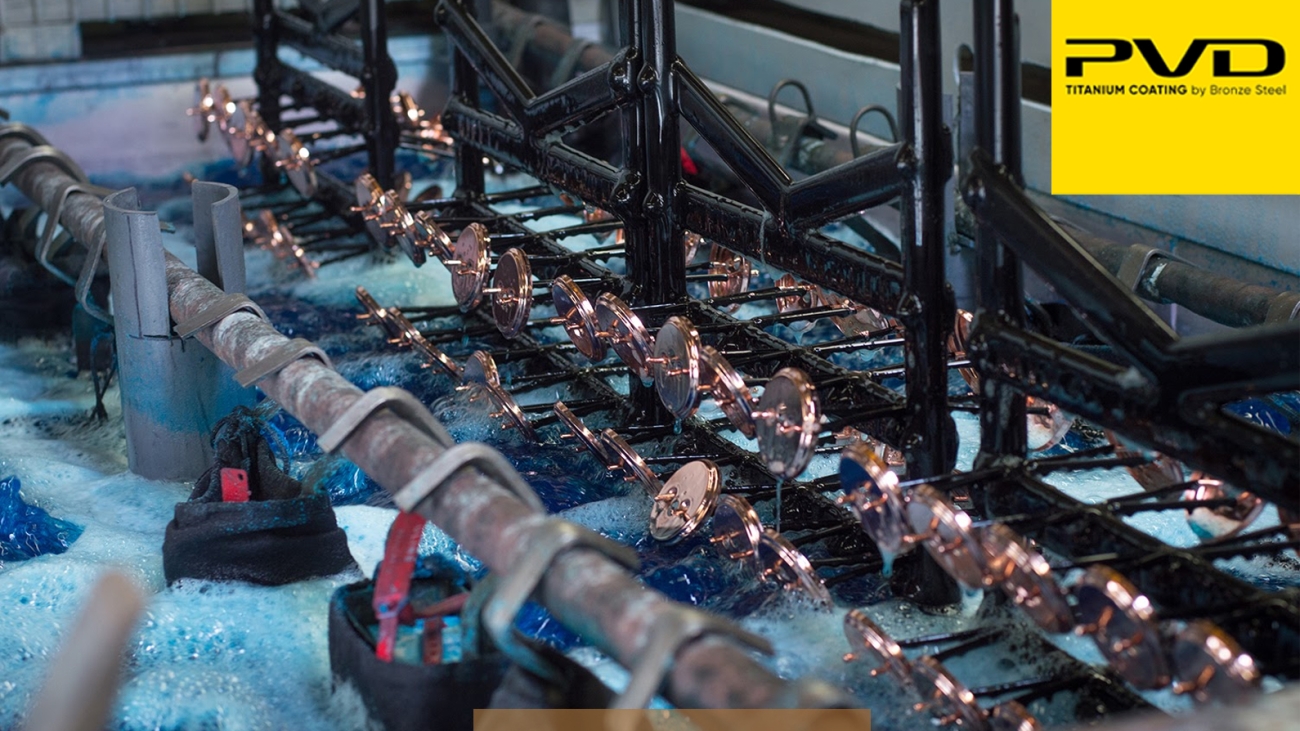
آبکاری نیکل شامل قرار دادن یک لایه نیکل بر روی سطح فلزات است که به دو روش عمده الکترولیز و روشهای غیرالکتریکی انجام میشود. در روش الکترولیز، قطعه مورد نظر به عنوان کاتد در یک محلول نیکل قرار میگیرد و نیکل از آن محلول به سطح قطعه منتقل میشود. این فرایند نه تنها به زیبایی و درخشش قطعه کمک میکند، بلکه آن را در برابر خوردگی و سایش مقاوم میسازد.
آبکاری نیکل به دو نوع اصلی تقسیم میشود: نیکل سخت، که برای مقاومت بیشتر در برابر سایش استفاده میشود، و نیکل نرم، که بیشتر برای زیبایی و افزایش چسبندگی مناسب است. این فرایند در صنایع مختلفی مانند تولید قطعات خودرو، الکترونیک و زیورآلات کاربرد دارد و به عنوان یک راهکار اقتصادی برای بهبود کیفیت و دوام محصولات شناخته میشود.
آبکاری نیکل چگونه انجام میشود؟
برای انتقال نیکل به سطح محصول، یک بار منفی بر روی ماده پایه اعمال میشود. این کار معمولاً با اتصال محصول به یکسوکننده، باتری یا منبع تغذیه دیگر انجام میگیرد. پس از اتصال، میله نیکل به قطب مثبت منبع نیرو وصل میشود.
در مراحل بعدی، ماده پایه در محلولی غوطهور میشود که شامل نمکهایی با ترکیبات شیمیایی مناسب است، بهویژه کلرید نیکل و آب. با عبور جریان الکتریکی از محلول، کلرید نیکل تجزیه میشود و یونهای کلرید منفی و یونهای نیکل مثبت تولید میکند. بار منفی فلز پایه به جذب یونهای نیکل مثبت کمک کرده و در نتیجه، نیکل موجود در میله اکسید شده و در محلول حل میشود و به تدریج سطح ماده پایه را میپوشاند.
مراحل اصلی آبکاری نیکل
1. آمادهسازی سطح
این مرحله مهمترین بخش کار است، زیرا هرگونه آلودگی، چربی یا زنگ روی سطح میتواند مانع چسبندگی مناسب لایه نیکل شود. در ابتدا باید قطعه کاملاً چربیگیری شود تا روغنها و مواد آلی از بین بروند. این کار معمولاً با استفاده از حلالهایی مانند تریکلرواتیلن، بنزین یا محلولهای قلیایی داغ انجام میشود. در برخی کارگاهها از روش چربیگیری الکتریکی نیز استفاده میشود که در آن قطعه به عنوان آند یا کاتد در محلول قلیایی و تحت جریان برق مستقیم قرار میگیرد تا آلودگیها بهطور کامل جدا شوند.
پس از پاکسازی سطح آبکاری، قطعه با آب تمیز شسته میشود تا هیچ اثر قلیایی باقی نماند. سپس مرحله اسیدشویی انجام میگیرد تا زنگآهن، اکسیدها و لایههای سطحی فلز حذف شوند. معمولاً برای این کار از اسید کلریدریک یا اسید سولفوریک رقیق استفاده میشود و پس از آن، قطعه دوباره شسته میشود تا کاملاً تمیز و آماده آبکاری گردد.
2. فعالسازی سطح
در برخی موارد، سطح قطعه قبل از ورود به حمام نیکل نیاز به فعالسازی دارد تا چسبندگی لایه فلزی بهبود یابد. اگر قطعه از جنس فولاد ضدزنگ باشد، معمولاً آن را در محلول اسید کلریدریک یا اسید سولفوریک غلیظ غوطهور میکنند تا سطح آن فعال شود. در مورد قطعات پلاستیکی مانند ABS، ابتدا سطح پلاستیک با محلول کرومیک اسید زبر و نیمهخورده میشود و سپس با محلولهای حاوی یون پالادیم فعال میگردد تا خاصیت رسانایی پیدا کند و آماده آبکاری شود.
3. آبکاری نیکل
در این مرحله، فرآیند اصلی رسوب فلز نیکل انجام میشود. برای این کار از محلول الکترولیت مخصوص استفاده میشود که معمولاً شامل نیکل سولفات به عنوان منبع یون نیکل، نیکل کلراید برای بهبود رسانایی و کمک به حل شدن آند، و اسید بوریک به عنوان بافر برای تثبیت pH است. دمای حمام معمولاً بین ۵۰ تا ۶۰ درجه سانتیگراد تنظیم میشود و pH آن حدود ۴ تا ۵ است.
چگالی جریان الکتریکی نیز بین ۲ تا ۶ آمپر بر دسیمتر مربع تنظیم میشود و مدت زمان آبکاری بسته به ضخامت مورد نظر متغیر است؛ برای مثال، جهت ایجاد ضخامت حدود ۱۰ میکرون معمولاً ۲۰ تا ۳۰ دقیقه زمان لازم است. در طی این فرآیند، قطعه به عنوان کاتد و آند از جنس نیکل در محلول غوطهور هستند. با عبور جریان برق مستقیم، یونهای نیکل از آند آزاد شده، وارد محلول میشوند و سپس بر سطح قطعه رسوب کرده و لایهای یکنواخت از نیکل تشکیل میدهند.
4. شستشو و خشککردن
پس از اتمام آبکاری نیکل، قطعه باید بلافاصله با آب تمیز شسته شود تا باقیمانده محلول الکترولیت از سطح پاک شود. سپس قطعه با هوای فشرده یا در محیط گرم خشک میشود تا از ایجاد لکه و تغییر رنگ جلوگیری شود.
5. عملیات تکمیلی
در پایان کار، بسته به نوع کاربرد قطعه، عملیات تکمیلی مختلفی انجام میشود. برای مثال، ممکن است سطح قطعه پولیش شود تا درخشندگی بیشتری پیدا کند یا با محلولهای پسیو پوشش داده شود تا مقاومت به خوردگی افزایش یابد. در برخی موارد نیز روی لایه نیکل، پوشش کروم اعمال میشود تا علاوه بر ظاهر براق، مقاومت مکانیکی و شیمیایی قطعه بیشتر شود.

انواع آبکاری نیکل و مزایای آنها
در بازار محصولات مختلفی وجود دارد که از آبکاری نیکل در فرایند تولید خود بهره میبرند. سه نوع محبوب آبکاری نیکل شامل:
- آبکاری براق: این نوع به دلیل درخشش بالا و ظاهر جذابش در صنایع زیورآلات و لوازم خانگی بسیار مورد استفاده قرار میگیرد. مقاومت به خوردگی و سایش نیز از مزایای آن است.
- آبکاری الکترولیس: این روش از الکترولیز برای ایجاد لایه نیکل استفاده میکند و به دلیل پوشش یکنواخت و دوام بالا، در صنایع الکترونیک و خودروسازی کاربرد دارد.
- آبکاری مات: این نوع برای مواقعی که ظاهری غیر درخشان مورد نیاز است، مناسب است. مزیت آن مقاومت بیشتر در برابر خراشیدگی و سایش است.
هر یک از این روشها مزایا و معایب خاص خود را دارند و انتخاب مناسب بستگی به نیاز خاص محصول دارد.
کاربردهای آبکاری نیکل
آبکاری نیکل بهطور گستردهای برای افزایش کارایی، ارزش و جذابیت محصولات تولیدی مورد استفاده قرار میگیرد. این روکشها بهبود ویژگیهای فیزیکی مانند مقاومت در برابر سایش، گرما و خوردگی را فراهم میآورند. در بسیاری از موارد، هدف از آبکاری نیکل ارائه ظاهری زیبا و همچنین حفاظت از محصول در برابر آسیبها است.
- صنایع خودروسازی و موتورسیکلت
آبکاری نیکل در صنعت خودروسازی و موتورسیکلت بهطور فزایندهای مورد استفاده قرار میگیرد. روکشهای روشن، ساتن و مرواریدی برای قطعات خودرو، شیرآلات، اتصالات حمام و لوازم الکترونیکی به کار میروند. این پوششها نه تنها جذابیت ظاهری را افزایش میدهند، بلکه مقاومت در برابر خوردگی را نیز بهبود میبخشند.
- صنایع هوافضا
در صنایع هوافضا، آبکاری نیکل برای پوششدهی دریچههای سروو هیدرولیک الکترومغناطیسی، تیغههای کمپرسور و اجزای موتور استفاده میشود. این پوششها به دلیل مقاومت در برابر شرایط سخت، انتخاب اول برای محافظت از مواد حیاتی در این محیطها هستند.
- الکترونیک
آبکاری نیکل در قطعات الکترونیکی، از جمله اتصالات و ریزپردازندهها، نقش کلیدی دارد. این روش نه تنها مقاومت در برابر خوردگی را بهبود میبخشد، بلکه قدرت لحیمکاری را نیز افزایش میدهد. لایه نیکل بهعنوان یک محافظ عمل کرده و مانع از مهاجرت فلزات و ایجاد مدارهای کوتاه میشود. بهطور کلی، آبکاری نیکل با ارائه ویژگیهای عملکردی و ظاهری، در صنایع مختلف اهمیت ویژهای دارد و بهطور مداوم در حال گسترش است.
فرایند آبکاری نیکل
آبکاری نیکل یک فرایند صنعتی است که با هدف پوششدهی فلزات انجام میشود. این فرایند معمولاً به دو روش اصلی، یعنی آبکاری الکترو و آبکاری الکترولیس، صورت میگیرد. در روش آبکاری الکترو، سطح قطعه پس از تمیز کردن بهعنوان کاتد به منبع تغذیه متصل میشود و در محلولی حاوی نمک کلرید نیکل غوطهور میگردد. با اعمال جریان الکتریکی، نیکل موجود در محلول به سطح قطعه منتقل میشود و لایهای یکنواخت تشکیل میدهد.
در روش آبکاری الکترولیس، این فرایند بدون استفاده از جریان الکتریکی و از طریق واکنشهای اتوکاتالیستی انجام میشود. این تکنیک بهخصوص برای پوششدهی سطوح غیر رسانا، مانند پلاستیک، مناسب است. در هر دو روش، هدف نهایی بهبود خواص فیزیکی و ظاهری محصولات است. آبکاری نیکل کاربردهای گستردهای در صنایع مختلف از جمله خودروسازی، الکترونیک و هوافضا دارد و به افزایش مقاومت در برابر خوردگی و سایش کمک میکند.
مقایسه آبکاری نیکل با سایر پوششها
آبکاری نیکل یکی از روشهای محبوب برای بهبود خواص سطحی فلزات است، اما در مقایسه با سایر پوششها، مزایا و معایب خاص خود را دارد. یکی از اصلیترین مزایای آبکاری نیکل، مقاومت بالا در برابر خوردگی و سایش است که آن را برای استفاده در محیطهای سخت مناسب میسازد. در حالی که پوششهایی مانند آبکاری قلع یا طلا نیز به مقاومت در برابر خوردگی معروفاند، نیکل معمولاً هزینه کمتری دارد و برای کاربردهای صنعتی مناسبتر است.
در مقایسه با پوششهای دیگر مانند کروم، آبکاری نیکل میتواند رنگ و درخشندگی کمتری داشته باشد، اما مقاومت به سایش و دوام آن به ویژه در شرایط سخت عالی است. همچنین، آبکاری الکترولیس که بر پایه واکنشهای شیمیایی است، میتواند بر روی سطوح غیر رسانا نیز عمل کند، در حالی که آبکاری نیکل معمولاً به جریان الکتریکی نیاز دارد. به طور کلی، انتخاب نوع پوشش به نیاز خاص پروژه و شرایط محیطی بستگی دارد.
آبکاری نیکل و افزایش عمر محصولات
آبکاری نیکل بهعنوان یک روش مؤثر برای افزایش عمر محصولات در صنایع مختلف شناخته میشود. این فرایند با ایجاد یک لایه نازک و مقاوم از نیکل بر روی سطح فلزات، بهبود قابل توجهی در مقاومت به خوردگی و سایش ایجاد میکند. بهویژه در محیطهای سخت و پرتنش، این پوشش بهخوبی از اجزاء در برابر آسیبهای ناشی از عوامل محیطی، مانند رطوبت و مواد شیمیایی، محافظت میکند.
علاوه بر این، آبکاری نیکل میتواند به بهبود خواص مکانیکی قطعات کمک کند و از بروز مشکلاتی مانند خستگی و ترکخوردگی جلوگیری نماید. با توجه به این ویژگیها، استفاده از آبکاری نیکل در صنایع خودروسازی، الکترونیک و هوافضا، بهویژه برای قطعات کلیدی که نیاز به دوام و عملکرد بالا دارند، بهطور فزایندهای رواج یافته است. این فرایند نهتنها هزینههای تعمیر و نگهداری را کاهش میدهد، بلکه بهبود عملکرد کلی محصولات را نیز تضمین میکند.
مزایای آبکاری نیکل در صنایع مختلف
آبکاری نیکل مزایای متعددی در صنایع مختلف ارائه میدهد که به بهبود عملکرد و دوام محصولات کمک میکند.
- مقاومت به خوردگی: آبکاری نیکل بهعنوان یک لایه محافظ عمل کرده و از ورود رطوبت و مواد شیمیایی به سطح فلز جلوگیری میکند. این ویژگی بهویژه در صنایع خودروسازی و نفت و گاز بسیار مهم است.
- افزایش سختی و مقاومت به سایش: این پوشش باعث افزایش سختی و کاهش سایش سطحی میشود که در قطعات متحرک و صنعتی، مانند گیربکسها و بلبرینگها، اهمیت ویژهای دارد.
- بهبود خواص الکتریکی: در صنایع الکترونیک، آبکاری نیکل بهخوبی در اتصالات و مدارها استفاده میشود و میتواند خاصیت لحیمکاری را افزایش دهد، که به عملکرد بهتر دستگاهها کمک میکند.
- زیبایی و درخشش: این روش باعث ایجاد ظاهری جذاب و درخشان میشود که در تولید لوازم خانگی، زیورآلات و مبلمان فلزی اهمیت دارد.
- کاهش هزینههای نگهداری: با افزایش عمر مفید محصولات، هزینههای تعمیر و نگهداری کاهش مییابد که این موضوع در صنایع تولیدی و خودروسازی بسیار مؤثر است.
این مزایا باعث شدهاند که آبکاری نیکل به یک گزینه محبوب در کاربردهای صنعتی و تجاری تبدیل شود.
تأثیر آبکاری نیکل بر خواص فیزیکی مواد
آبکاری نیکل تأثیر قابل توجهی بر خواص فیزیکی مواد دارد و به همین دلیل در صنایع مختلف بهطور گستردهای استفاده میشود. یکی از اصلیترین تأثیرات آن، افزایش مقاومت به خوردگی است. لایه نیکل بهعنوان یک مانع عمل کرده و از ورود رطوبت و مواد شیمیایی به سطح زیرین جلوگیری میکند، که این موضوع بهویژه در محیطهای سخت و خورنده اهمیت دارد.
علاوه بر این، آبکاری نیکل میتواند خواص مکانیکی مواد را نیز بهبود بخشد. این پوشش باعث افزایش سختی و مقاومت در برابر سایش میشود، که برای قطعات متحرک و صنعتی بسیار مهم است. همچنین، آبکاری نیکل میتواند به بهبود خاصیت چسبندگی و قابلیت لحیمکاری مواد کمک کند، که این ویژگیها در صنایع الکترونیک و خودروسازی بسیار حیاتی هستند. در نهایت، این فرایند به افزایش زیبایی و درخشش سطحی محصولات نیز کمک میکند، که بهویژه در تولید لوازم خانگی و زیورآلات مورد توجه قرار دارد.
آبکاری نیکل در تهران
آبکاری نیکل یکی از روشهای پرکاربرد برای افزایش مقاومت در برابر خوردگی و بهبود خواص سطحی فلزات است. این فرآیند به طور گسترده در صنایع مختلف از جمله خودروسازی، الکترونیک، و صنایع شیمیایی برای پوشش دهی قطعات فلزی استفاده میشود. در این روش، لایهای نازک از نیکل به سطح فلزات مانند فولاد، آلومینیوم، و مس اضافه میشود تا از آنها در برابر عوامل محیطی مثل رطوبت و اکسیداسیون محافظت کند. آبکاری نیکل نه تنها مقاومت در برابر خوردگی را افزایش میدهد، بلکه به دلیل ویژگیهای شیمیایی خاص نیکل، سختی سطحی و قابلیت هدایت الکتریکی نیز بهبود مییابد.
در تهران، بسیاری از شرکتها و کارگاههای تخصصی آبکاری نیکل، با استفاده از تجهیزات پیشرفته و استانداردهای صنعتی، خدمات آبکاری را برای انواع قطعات فلزی ارائه میدهند. این فرآیند میتواند به صورت آبکاری نیکل مات یا براق انجام شود، بسته به نیاز مشتری. شرکتها با استفاده از تکنیکهای آبکاری نیکل، علاوه بر افزایش دوام و عمر قطعات، زیبایی ظاهری آنها را نیز بهبود میبخشند و از قطعات در برابر سایش، خوردگی، و آسیبهای دیگر محافظت میکنند. این خدمات در صنایع مختلف از جمله ساخت ابزارآلات، قطعات الکترونیکی و تجهیزات صنعتی کاربرد فراوانی دارد.
قیمت آبکاری نیکل
قیمت آبکاری نیکل میتواند به عوامل مختلفی بستگی داشته باشد، از جمله نوع و ضخامت پوشش، سطح قطعه، روش آبکاری (الکترو یا الکترولیس) و تعداد سفارشات. بهطور کلی، هزینه آبکاری نیکل برای قطعات کوچک و ساده معمولاً پایینتر از قطعات بزرگ و پیچیده است.
همچنین، هزینههای اضافی مانند آمادهسازی سطح، حمل و نقل و هرگونه عملیات تکمیلی ممکن است به قیمت نهایی اضافه شوند. به همین دلیل، برای دریافت قیمت دقیق، بهتر است با تأمینکنندگان و کارگاههای آبکاری تماس بگیرید و اطلاعات دقیقتری درباره نیازها و شرایط خود ارائه دهید.
نکته نهایی در مورد آبکاری نیکل چیست|کاربرد، انواع و قیمت|آموزش آبکاری نیکل کروم
آبکاری نیکل بهعنوان یک فرایند حیاتی در صنایع مختلف، نهتنها به بهبود خواص فیزیکی و عملکردی محصولات کمک میکند، بلکه موجب افزایش زیبایی و دوام آنها نیز میشود. با توجه به مزایای قابل توجهی که این فرایند ارائه میدهد، از جمله مقاومت به خوردگی، افزایش سختی و کاهش هزینههای نگهداری، میتوان آن را بهعنوان یک راهکار مؤثر برای ارتقاء کیفیت و طول عمر محصولات در نظر گرفت. انتخاب صحیح و بهینه روشهای آبکاری نیکل بسته به نیازهای خاص هر صنعت، میتواند به افزایش بهرهوری و بهبود عملکرد نهایی محصولات منجر شود.