آبکاری کروم سخت چیست؟
آبکاری کروم سخت یک فرآیند پوششدهی سطحی است که در آن لایهای از فلز کروم با ضخامت نسبتاً بالا به روش الکتروشیمیایی روی سطح قطعات فلزی نشانده میشود. هدف اصلی از انجام این نوع آبکاری، افزایش مقاومت قطعه در برابر سایش، اصطکاک، خوردگی و ضربههای مکانیکی است، نه زیبایی ظاهری. به همین دلیل کروم سخت بیشتر در قطعات صنعتی و مهندسی مورد استفاده قرار میگیرد.
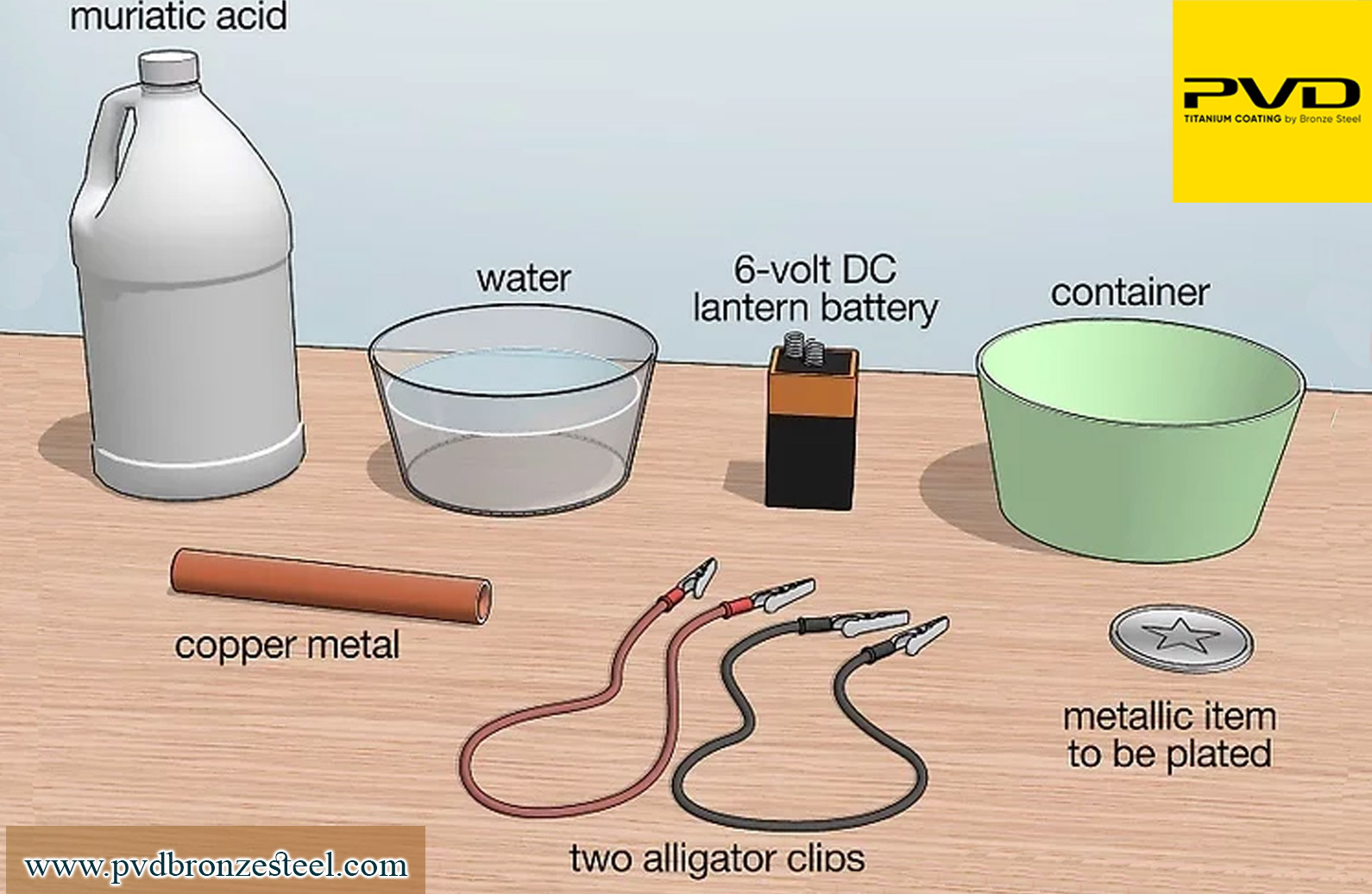
در این فرآیند، قطعه بهعنوان کاتد در وان حاوی محلول اسید کرومیک قرار میگیرد و با عبور جریان برق، یونهای کروم روی سطح قطعه رسوب میکنند. لایه ایجادشده معمولاً سختی بسیار بالایی دارد و میتواند عمر کاری قطعه را بهطور چشمگیری افزایش دهد. آبکاری کروم سخت بهخصوص برای قطعاتی که تحت فشار، اصطکاک یا شرایط کاری سخت قرار دارند، یک راهحل مؤثر برای جلوگیری از فرسایش و کاهش هزینههای تعمیر و تعویض محسوب میشود.
کاربردهای آبکاری کروم سخت
کاربردهای آبکاری هارد کروم در صنایع مختلف بسیار گسترده است، زیرا این پوشش میتواند عملکرد و طول عمر قطعات را بهطور قابلتوجهی افزایش دهد. در ادامه، مهمترین کاربردها توضیح داده شدهاند.
کاربرد شافتها و محورها
شافتها و محورها معمولاً در معرض سایش مداوم، اصطکاک و فشار مکانیکی قرار دارند. آبکاری کروم سخت با ایجاد سطحی بسیار سخت و یکنواخت، باعث کاهش سایش، جلوگیری از خط و خش و افزایش عمر کاری این قطعات میشود. همچنین این پوشش به حفظ تلرانسهای ابعادی در طول زمان کمک میکند.
کاربرد در قطعات هیدرولیک و پنوماتیک
سیلندرها، پیستونها و میلههای هیدرولیک از جمله قطعاتی هستند که نیاز به سطحی صاف، مقاوم و ضدخوردگی دارند. آبکاری کروم سخت با کاهش اصطکاک بین قطعات متحرک و افزایش مقاومت در برابر رطوبت و مواد شیمیایی، عملکرد سیستمهای هیدرولیک و پنوماتیک را بهبود میبخشد.
کاربرد در قالبهای صنعتی
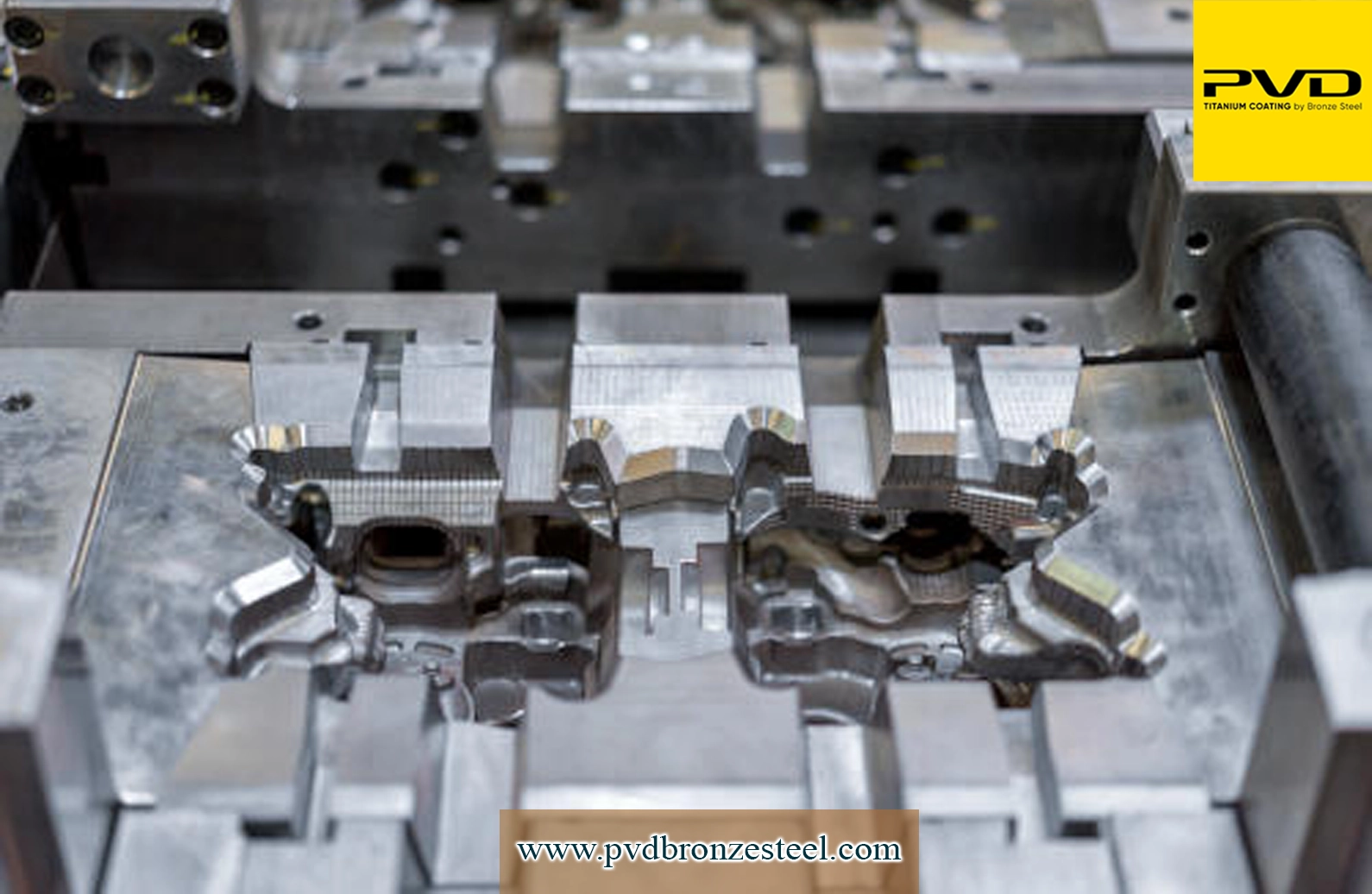
قالبهای تزریق پلاستیک، دایکست و قالبهای فلزی در شرایط کاری سخت و دمای بالا استفاده میشوند. پوشش کروم سخت روی این قالبها باعث افزایش مقاومت در برابر سایش، کاهش چسبندگی مواد به سطح قالب و بهبود کیفیت قطعه نهایی میشود. این موضوع همچنین زمان توقف خط تولید را کاهش میدهد.
کاربرد در قطعات ماشینآلات صنعتی
بسیاری از قطعات ماشینآلات صنعتی مانند غلطکها، بوشها و قطعات متحرک در معرض استهلاک مداوم هستند. آبکاری کروم سخت با افزایش سختی سطح و مقاومت سایشی، باعث کاهش خرابی و افزایش بازدهی ماشینآلات میشود و هزینههای نگهداری را پایین میآورد.
کاربرد در بازسازی و ترمیم قطعات
یکی از مهمترین کاربردهای آبکاری کروم سخت، بازسازی قطعات فرسوده است. در این روش، ابتدا لایهای از کروم سخت روی قطعه آسیبدیده نشانده میشود و سپس با سنگزنی و پولیش، قطعه به ابعاد و شرایط اولیه یا حتی بهتر از قبل بازگردانده میشود. این کار جایگزین اقتصادی مناسبی برای ساخت قطعه جدید است.

پوشش هارد کروم، انتخابی مقاوم و زیبا برای سطوح فلزی و غیرفلزی
آبکاری مس، نیکل و کروم از جمله روش های قدیمی و پراستفاده برای ایجاد پوشش تزئینی روی فولاد است که معمولاً با عنوان “پوشش کروم” شناخته می شود. در سال های اخیر، آبکاری نیکل-کروم ترکیبی (نیکل نیمه روشن بههمراه لایه ای از نیکل روشن) به دلیل زیبایی بیشتر و مقاومت بالاتر در برابر خوردگی، محبوبیت زیادی پیدا کرده است.
این نوع پوشش ها نه تنها روی فلزات، بلکه روی سطوح پلاستیکی نیز قابل اجرا هستند و به دلیل ظاهر براق و عملکرد عالی، امروزه در دسته پوشش های تزئینی اصلی قرار گرفته اند.
کاربرد گسترده کروم سخت در صنعت و خودروسازی
آبکاری کروم، نوعی آبکاری بدون برق است که برای انجام آن نیازی به جریان الکتریکی مستقیم در وان آبکاری نیست. کروم سخت را می توان در قطعات صنعتی متنوعی مانند غلطک ها، شفتهای صنعتی و ریل های راهنما مشاهده کرد. با توجه به نیاز روزافزون صنعت خودروسازی به مقاومت بالا در برابر شرایط آب و هوایی سخت، از ترکیب نیکل های مختلف به صورت آبکاری دوگانه یا سه لایه استفاده می شود.
در این روش، سه لایه نیکل بههمراه یک لایه کروم با ساختار ترک خورده برای افزایش دوام و محافظت بیشتر به کار می رود که عملکرد بهینه تری در مقابل خوردگی فراهم می آورد.
مشکلات رایج آبکاری هارد کروم
آبکاری کروم سخت یکی از بخش های کلیدی در فرآیند ترمیم لوله سیلندری یا سیلندرهای هیدرولیکی است. زمانی که میله های سیلندر برای مدت طولانی در حال کار بودهاند، معمولاً دچار سایش سطحی در پوشش کروم می شوند. این فرسایش نه تنها عملکرد سیلندر را کاهش می دهد، بلکه در صورت بی توجهی می تواند منجر به خرابی کامل سیستم شود.
بهترین راهکار برای بازگرداندن عملکرد اولیه سیلندر، تعویض و بازسازی دقیق لایه کروم سخت است. باید توجه داشت که این کار، تخصصی تر از آن چیزی ست که در نگاه اول به نظر می رسد. این فرآیند ترکیبی از علم شیمی، متالورژی، مهارت های مکانیکی و تجربه عملی است.
از اتصالات الکتریکی ناقص گرفته تا ترکیب شیمیایی ناپایدار وان، خطاهای رایجی وجود دارد که می تواند به بروز نقص هایی در پوشش نهایی منجر شود. این ایرادات ممکن است باعث ایجاد عملکرد نامطلوب در میله های سیلندر شوند و حتی به اجزایی مثل اورینگ ها و مهر و موم ها آسیب وارد کنند.
معرفی ۸ مشکل رایج در آبکاری هارد کروم یا کروم سخت
در فرآیند بازسازی سیلندرهای هیدرولیکی، کیفیت پوشش هارد کروم نقش تعیین کننده ای در دوام و عملکرد قطعه دارد. اما اگر آبکاری با دقت و دانش کافی انجام نشود، ممکن است مشکلاتی به وجود آید که نه تنها هزینههای تعمیر را بالا میبرد، بلکه منجر به آسیب های ثانویه به کل سیستم می شود. در ادامه با ۸ مورد از رایج ترین ایرادات در آبکاری کروم سخت آشنا می شوید.
۱. رسوبات کدر و شیری رنگ
ظاهر غیرشفاف یا شیری در سطح کروم معمولاً نشانه ای از تنظیم نبودن دما و چگالی جریان الکتریکی در وان آبکاری است. این مشکل همچنین می تواند به وجود ناخالصی هایی مانند آهن، مس یا کلرید در محلول آبکاری مربوط باشد.
۲. رسوبات سوخته در نواحی پرجریان
در نقاطی از میله که چگالی جریان بالا است، سرعت رسوب گذاری افزایش یافته و کروم به صورت لایه هایی ضخیم و سوخته رسوب می کند. این اتفاق بیشتر در لبهها یا انتهای میله سیلندر دیده می شود.
۳. پوشش ناقص یا نقاط بدون آبکاری
وجود بخش هایی از سطح که به درستی آبکاری نشده اند، به طور معمول از ترکیب شیمیایی نادرست وان یا مشکل در اتصالات الکتریکی ناشی می شود. این وضعیت در دوره های طولانی آبکاری تشدید می گردد و برای بازسازی سیلندر قابل قبول نیست.
۴. چسبندگی ضعیف پوشش کروم
پوسته شدن، تاول زدن یا بلند شدن کروم از سطح زیرین نشان دهنده چسبندگی ضعیف است. آماده سازی ناقص سطح، باقی ماندن لایه کروم قدیمی یا وقفه های جریان از دلایل اصلی این نقص محسوب می شوند.
۵. سطح خشن و ناصاف
کروم برخلاف سایر فلزات مانند مس، توانایی پر کردن نواقص سطحی را ندارد. به همین دلیل، هر گونه خراش یا ناهمواری فلز پایه، در پوشش نهایی تشدید شده و باعث ایجاد سطحی خشن و ناهماهنگ می شود.
۶. تشکیل حفره های سطحی
حفره های ریز و متعدد در سطح کروم اغلب به دلیل وجود آلودگی های باقی مانده در مرحله آماده سازی یا ذرات معلق در وان آبکاری ایجاد می شوند. همچنین، متخلخل بودن فلز پایه نیز می تواند یکی از عوامل اصلی باشد.
۷. ترک خوردگی میکروسکوپی بیش از حد
در حالی که ترک های ریز در آبکاری کروم طبیعی و حتی مفید هستند (زیرا به روانکاری کمک می کنند)، افزایش بیش از حد آن ها منجر به زبری بیش از اندازه سطح می شود. نسبت نامتعادل سولفات کروم یا تغییرات دمایی نیز در این موضوع نقش دارند.
۸. ترک خوردگی درشت یا ترک های گل مانند
وقتی سطح کروم دچار ترک های عمیق و ناهمسان می شود، اصطلاحاً به آن ترک خوردگی گل گفته می شود. این ایراد عمدتاً ناشی از سنگ زنی نادرست است؛ استفاده از چرخ سنگ نامناسب، سرعت یا فشار زیاد و مایع خنک کننده غیراستاندارد از دلایل رایج این مشکل هستند.

مزایای آبکاری کروم سخت و خدمات تخصصی ایران برنز استیل
آبکاری کروم سخت به عنوان یکی از بهترین روش ها برای محافظت و بهبود عملکرد قطعات صنعتی، در صنایع مختلف کاربرد گسترده ای دارد. این نوع پوشش، سطح فلزات را در برابر عوامل محیطی، سایش و حرارت مقاوم کرده و نقشی کلیدی در افزایش بهره وری ماشین آلات ایفا می کند.
مهم ترین مزایای آبکاری کروم سخت:
- مقاومت بالا در برابر سایش و خراش
پوشش کروم سخت با ایجاد لایه ای مستحکم، عمر قطعات صنعتی را در محیطهای پرفشار افزایش می دهد. - بهبود مقاومت در برابر خوردگی
آبکاری کروم، سطح فلز را از زنگ زدگی و آسیب های ناشی از رطوبت یا مواد شیمیایی محافظت می کند. - افزایش طول عمر قطعات
با کاهش فرسایش، نیاز به تعمیرات یا تعویض زودهنگام قطعات به طور قابل توجهی کاهش می یابد. - کاهش اصطکاک و عملکرد روانتر قطعات
سطح صیقلی حاصل از کروم باعث کاهش اصطکاک در تماس های مکانیکی و بهبود راندمان سیستم می شود. - مقاومت در برابر حرارت بالا
این پوشش در دماهای بالا بدون تغییر در خواص فیزیکی و شیمیایی خود باقی می ماند.
در ایران برنز استیل، با بهره گیری از تجربه، دانش فنی و استفاده از تجهیزات به روز، خدمات آبکاری کروم سخت را مطابق با استانداردهای بین المللی ارائه می دهیم. از آماده سازی دقیق سطح قطعه گرفته تا کنترل کیفیت نهایی، تمام مراحل با دقت و وسواس بالا انجام می شود تا محصول نهایی، کارایی و دوام مورد انتظار شما را داشته باشد.
ما در ایران برنز استیل، تنها به پوشش دادن سطح فلزات بسنده نمی کنیم؛ بلکه برای افزایش عمر تجهیزات و کاهش هزینه های تعمیر و نگهداری شما راهکارهای مهندسیشده ارائه می دهیم. اگر بهدنبال کیفیت، دوام و عملکرد برتر هستید، ایران برنز استیل با تکیه بر تخصص تیم فنی و سابقه ای درخشان، آماده همکاری با صنایع مختلف است. انتخاب ما یعنی سرمایه گذاری بر دوام، ایمنی و بهره وری.
نکات کلیدی در انتخاب فرآیند آبکاری هارد کروم با ایران برنز استیل
انتخاب درست فرآیند آبکاری کروم سخت (هارد کروم) نقش مهمی در افزایش دوام، کارایی و کیفیت قطعات صنعتی دارد. بی توجهی به جزئیات این فرآیند، ممکن است باعث کاهش عملکرد قطعه یا کاهش عمر مفید آن شود. در این مطلب، به مهم ترین نکاتی می پردازیم که در هنگام انتخاب روش مناسب برای آبکاری باید مدنظر قرار گیرد.
- بررسی نوع قطعه و جنس پایه
نوع فلز پایه، مثل فولاد، آلومینیوم یا مس، تأثیر زیادی در انتخاب فرآیند آبکاری دارد. هر نوع فلز نیاز به آماده سازی و شرایط خاصی برای پوشش دهی موفق دارد. در ایران برنز استیل، تیم فنی با بررسی دقیق جنس قطعه، بهترین شیوه آبکاری متناسب با آن را پیشنهاد میدهد.
- ابعاد و پیچیدگی قطعه
اندازه، حجم و شکل هندسی قطعه از عوامل تعیین کننده در انتخاب نوع فرآیند است. قطعات بزرگ، دارای سطح های داخلی یا اشکال پیچیده ممکن است به تجهیزات خاص و تکنیک های ویژه نیاز داشته باشند. ایران برنز استیل، با در اختیار داشتن امکانات متنوع، آمادگی اجرای دقیق فرآیند برای انواع قطعات پیچیده را دارد.
- نیاز به استحکام مکانیکی بالا
برخی کاربردهای صنعتی، مثل قطعات هیدرولیکی یا ابزارهای تحت فشار، نیازمند مقاومت بالا در برابر سایش و ضربه هستند. انتخاب فرمولاسیون مناسب محلول و کنترل دقیق چگالی جریان در ایران برنز استیل باعث می شود پوشش نهایی از استحکام مکانیکی بالا برخوردار باشد.
- شرایط محیطی کاربرد قطعه
عواملی مانند دمای محیط، رطوبت یا تماس با مواد شیمیایی باید حتماً در انتخاب روش آبکاری در نظر گرفته شود. کارشناسان ایران برنز استیل با شناخت دقیق شرایط عملکردی قطعه، پوششی متناسب با نیاز شما اعمال می کنند تا بیشترین دوام و مقاومت فراهم شود.
- رعایت استانداردهای محیط زیست و ایمنی
استفاده از روش هایی که با مقررات ایمنی، بهداشت و محیط زیست سازگاری داشته باشند، نه تنها ضامن سلامت محیط کار است، بلکه اعتبار مجموعه شما را نیز ارتقا می دهد. ایران برنز استیل با پیروی از استانداردهای روز دنیا، فرآیندهای آبکاری ایمن و سبز را در اولویت قرار داده است.
- هزینه و زمان اجرای پروژه
مدیریت هزینه و زمان، بخش مهمی از موفقیت پروژه های صنعتی است. ایران برنز استیل با بهره گیری از تکنولوژی های به روز و نیروی متخصص، زمان اجرای فرآیند را کاهش داده و هزینه ها را بهینه می سازد؛ بدون اینکه از کیفیت نهایی کاسته شود.
انتخاب فرآیند مناسب برای آبکاری هارد کروم، نیازمند دقت، تجربه و شناخت کامل از شرایط فنی و عملیاتی است. اگر به دنبال کیفیتی ماندگار، اجرای دقیق و خدمات حرفه ای هستید، ایران برنز استیل همراهی مطمئن برای صنایع مختلف خواهد بود.

نکته نهایی
یکی از مشکلات رایج در آبکاری هارد کروم، ایجاد ترک های مویی یا میکروکرک روی سطح پوشش است. این ترکها که در ظاهر ممکن است بی اهمیت به نظر برسند، می توانند باعث نفوذ رطوبت یا مواد خورنده به زیر لایه کروم شده و به مرور زمان باعث تخریب سطح قطعه شوند. این مسئله معمولاً به دلیل عدم کنترل دقیق دما، غلظت محلول یا ولتاژ در حین آبکاری رخ می دهد و نیازمند تنظیمات دقیق و نظارت مداوم است.
از دیگر مشکلات رایج می توان به چسبندگی ضعیف پوشش کروم به سطح قطعه اشاره کرد که بیشتر بهدلیل آماده سازی نادرست سطح پایه اتفاق می افتد. چنانچه سطح قطعه به درستی چربی زدایی، زبرسازی یا پیش آبکاری نشده باشد، پوشش به مرور از سطح جدا شده و دچار پوسته شدن می شود. برای جلوگیری از این مشکل، استفاده از تجهیزات استاندارد و رعایت دقیق مراحل پیش پردازش در مجموعه ای مانند ایران برنز استیل اهمیت زیادی دارد.