وقتی صحبت از زیبایی و جلوههای بینظیر روی سطوح فلزی به میان میآید، فقط یک پوشش ساده کافی نیست! آبکاری فانتاکروم، دنیایی از رنگهای متغیر و درخششهای رنگینکمانی را به محصولات شما هدیه میدهد؛ تکنولوژیای که نه تنها سطح را محافظت میکند بلکه حس لوکس بودن و خاص بودن را به چشمها منتقل میکند. تصور کنید قطعاتی که در هر زاویهای نور میگیرند، رنگهای متنوع و زندهای از خود بروز میدهند، رنگهایی که تا به حال ندیدهاید! اگر به دنبال متفاوت بودن و برجسته شدن در میان دیگران هستید، فانتاکروم همان کلید جادویی است که باید آن را کشف کنید.
آبکاری فانتاکروم چیست؟
آبکاری پاششی فانتاکروم (Fantachrome Coating) یکی از روشهای نوین و جذاب در حوزه پوششدهی سطوح است که بهخصوص به دلیل جلوههای رنگی خاص و درخشانش شهرت یافته است. این نوع آبکاری، ترکیبی از تکنولوژی پیشرفته و هنر ظریف پوششدهی است که باعث میشود سطوح فلزی یا غیر فلزی به شکلی بسیار زیبا و چشمنواز با رنگهای متنوع و طیفهای رنگینکمانی پوشش داده شوند.
تعریف و ماهیت آبکاری فانتاکروم
این نوع آبکاری پاششی در اصل یک فرایند پوششدهی سطحی است که در آن با استفاده از مواد شیمیایی و روشهای خاص، لایهای نازک و مقاوم روی سطح ایجاد میشود که نه تنها باعث حفاظت از آن میشود بلکه جلوههای رنگی و نوری متنوع و جذابی ایجاد میکند. تفاوت اصلی این نوع آبکاری با آبکاری کروم معمولی، در رنگهای متنوع و زیبایی است که به سطح میبخشد؛ رنگهایی که به صورت تغییرپذیر و با جلوههای نوری خاص دیده میشوند و باعث میشود محصول نهایی ظاهری منحصر به فرد داشته باشد.
تاریخچه مختصر
آبکاری فانتاکروم در سالهای اخیر با توسعه فناوریهای پوششدهی و تغییرات در صنعت رنگ و مواد شیمیایی به وجود آمد. پیش از این، آبکاری کروم بیشتر به رنگ نقرهای و براق شناخته میشد، اما با پیشرفتهای صورت گرفته در ترکیب مواد و تکنیکهای لایهنشانی، امکان ایجاد رنگهای فانتزی و متنوع فراهم شد که در بازارهای مختلف بسیار محبوب شدهاند.
چگونگی ایجاد جلوه رنگی
یکی از دلایل اصلی محبوبیت آبکاری پاششی فانتاکروم، جلوههای نوری و رنگی فوقالعاده آن است. این جلوهها به دلیل انعکاس نور و شکستهای نور در لایههای نازک پوشش ایجاد میشود. این پدیده باعث میشود که رنگ سطح در زوایای مختلف تغییر کند و ظاهری رنگینکمانی یا متالیک داشته باشد. برای دستیابی به این جلوه، معمولا از مواد ویژهای مانند اکسیدهای فلزی با ضخامت دقیق استفاده میشود که در اصطلاح به آنها پوششهای چندلایه گفته میشود.

کاربردهای آبکاری فانتاکروم
این نوع آبکاری به دلیل زیبایی و خاص بودنش در صنایع مختلف کاربردهای متعددی دارد:
- خودروسازی: برای تزئین قطعات داخلی و خارجی خودرو، ایجاد جلوههای بصری خاص و شخصیسازی خودروها.
- لوازم الکترونیکی و دیجیتال: قاب موبایل، لپتاپ و سایر گجتها که به دنبال ظاهری مدرن و متفاوت هستند.
- لوازم خانگی و دکوراسیون: شیرآلات، دستگیرهها، وسایل دکوری و مبلمان که به زیبایی و جلوههای رنگی اهمیت میدهند.
- صنعت مد و پوشاک: قطعات فلزی زیورآلات، ساعتها و اکسسوریها که به جلوه رنگی خاص نیاز دارند.
چرا آبکاری فانتاکروم انتخاب مناسبی است؟
- ظاهر منحصر به فرد: هیچ دو محصولی که فانتاکروم شده باشند کاملا مشابه نیستند، زیرا جلوه رنگی به زاویه تابش نور بستگی دارد.
- مقاومت نسبی: این نوع آبکاری علاوه بر زیبایی، مقاومت مناسبی در برابر خراشیدگی و خوردگی ارائه میدهد.
- تنوع رنگی: طیف گستردهای از رنگها و جلوهها از جمله رنگهای متالیک، رنگینکمانی، مات و براق قابل دستیابی است.
- امکان شخصیسازی: برندها و تولیدکنندگان میتوانند با این روش، محصولات خاص و متفاوت تولید کنند که در بازار رقابت برتری ایجاد میکند.
فرآیند انجام آبکاری فانتاکروم
این مدل آبکاری به عنوان یکی از روشهای نوین و خاص پوششدهی سطوح، فرآیندی دقیق و چند مرحلهای دارد که هر کدام نقش مهمی در رسیدن به نتیجه نهایی با کیفیت و جلوه بینظیر ایفا میکنند. در ادامه، مراحل اصلی و مهم انجام این نوع آبکاری را به صورت مفصل توضیح میدهیم.
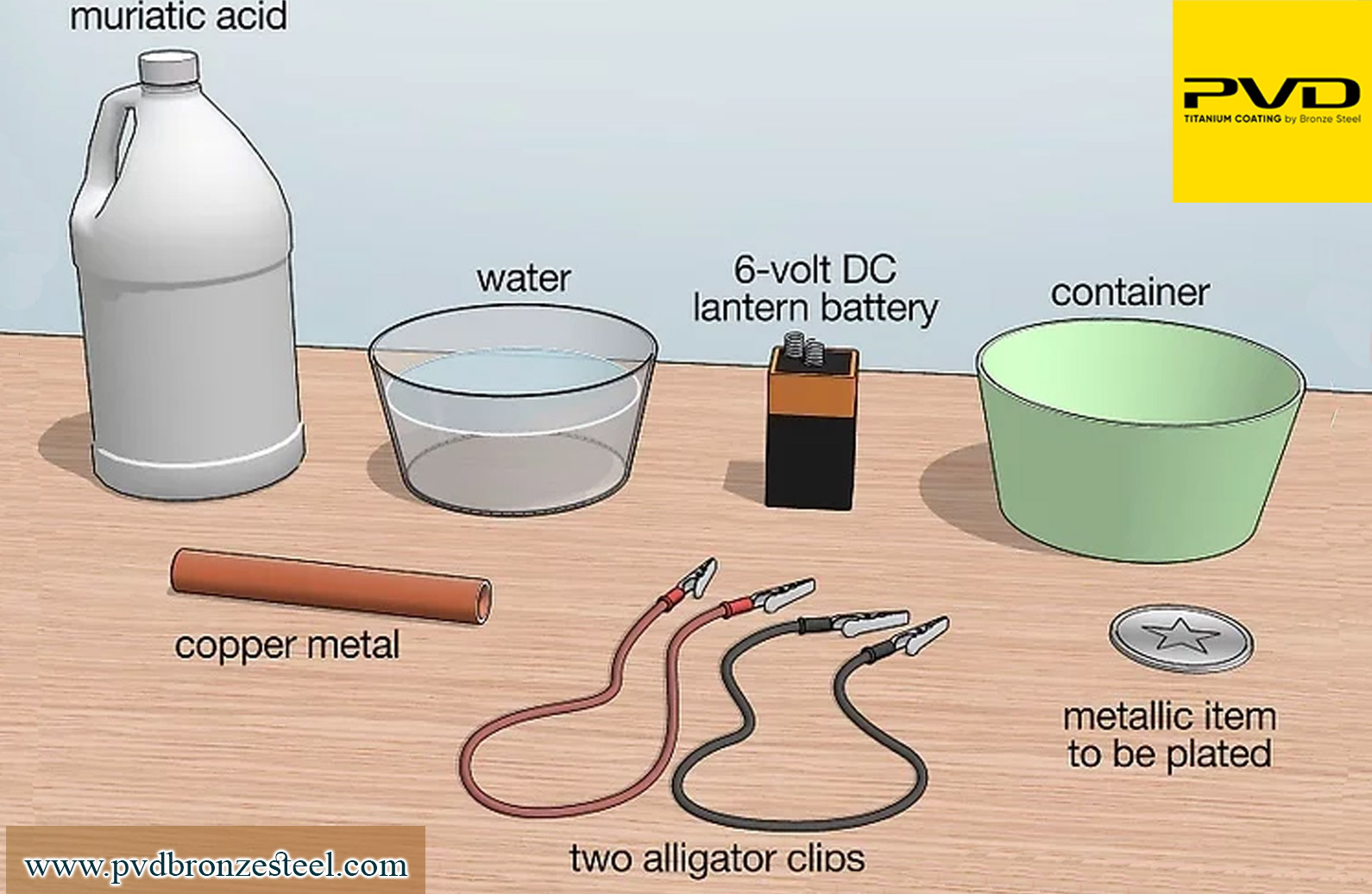
1. آمادهسازی سطح
یکی از حیاتیترین مراحل در فرآیند آبکاری پاششی، آمادهسازی سطح قطعه است. سطح باید کاملاً تمیز، عاری از هرگونه چربی، گرد و غبار، زنگزدگی یا ناخالصی باشد تا پوشش به خوبی به آن بچسبد. مراحل آمادهسازی معمولاً شامل:
- تمیزکاری مکانیکی: مانند سابزنی، سندبلاست یا سمبادهزنی برای حذف آلودگیها و زبری سطح.
- شستشو و چربیزدایی: با استفاده از حلالهای مخصوص یا شویندههای قلیایی برای حذف کامل چربی و روغنها.
- اسیدشویی: در صورت نیاز برای زدودن اکسید و زنگزدگیهای سطح.
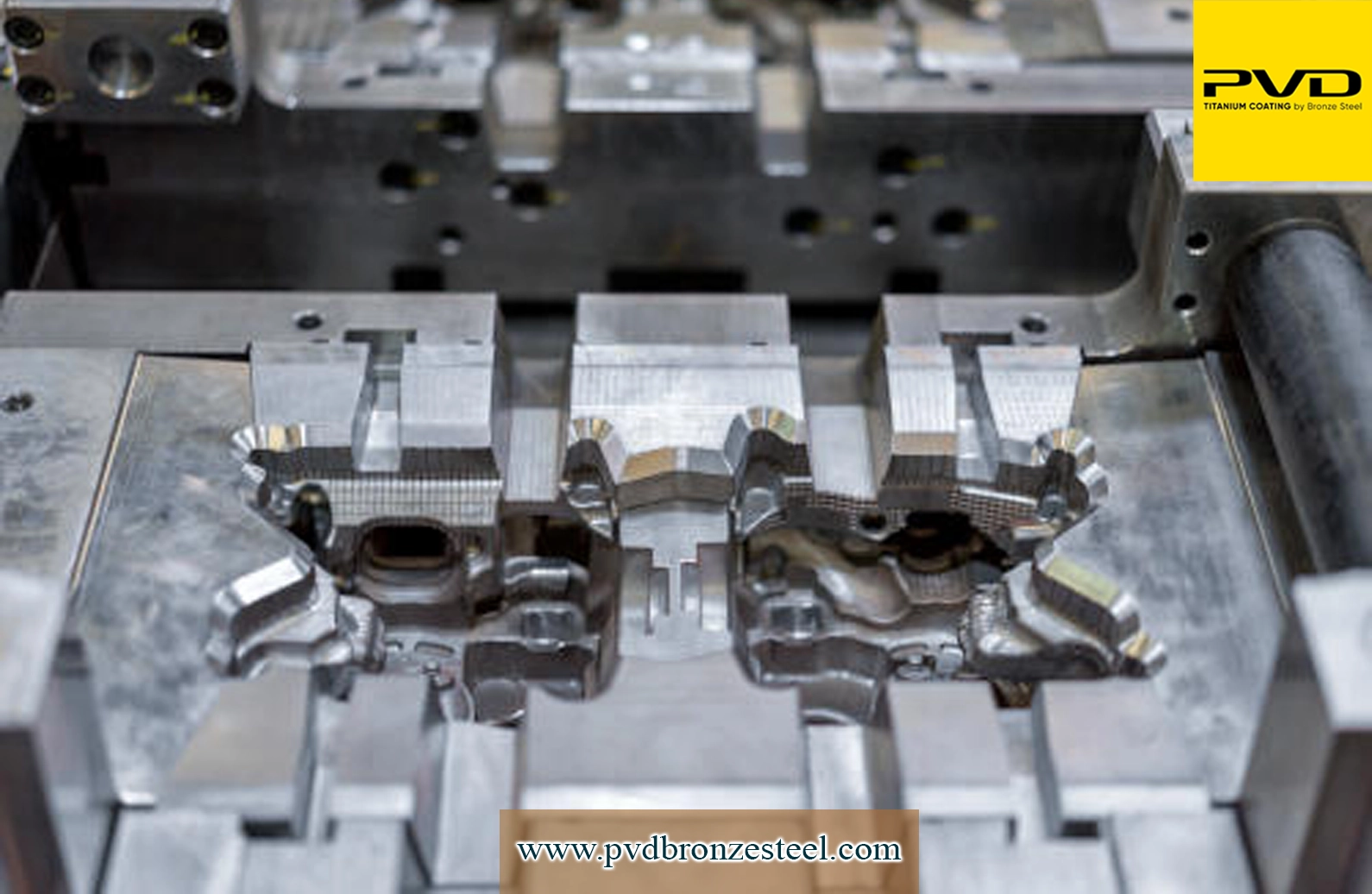
2. پوششدهی پایه
بعد از آمادهسازی، معمولاً یک لایه پایه از فلز یا آلیاژ خاص روی سطح اعمال میشود. این لایه باعث بهبود چسبندگی و مقاومت پوشش فانتاکروم خواهد شد. به عنوان مثال، ممکن است از نیکل، مس یا کروم پایه استفاده شود که بسته به نوع قطعه و کاربرد متغیر است.
3. اعمال پوشش فانتاکروم
در این مرحله، پوشش اصلی فانتاکروم به سطح قطعه اضافه میشود. این پوشش معمولاً از طریق روشهای خاصی مانند الکترواستاتیک، اسپری، یا روشهای پوششدهی چندلایه نازک (PVD یا CVD) انجام میشود.
- پوششهای چندلایه: یکی از ویژگیهای مهم آبکاری فانتاکروم، استفاده از لایههای متعدد با ضخامتهای دقیق است که باعث ایجاد جلوه رنگینکمانی و تغییر رنگ در زوایای مختلف میشود.
- کنترل ضخامت لایه: ضخامت هر لایه باید به دقت تنظیم شود تا ویژگیهای اپتیکی و مقاومت مکانیکی حفظ گردد.
4. تثبیت و خشککردن
پس از اعمال پوشش، قطعات به مرحله تثبیت میروند. در این مرحله، قطعات تحت حرارت کنترلشده یا در کورههای مخصوص قرار میگیرند تا پوشش به خوبی به سطح بچسبد و مقاومت لازم ایجاد شود. این مرحله باعث افزایش دوام و جلوگیری از پوستهپوسته شدن یا کنده شدن پوشش میشود.
5. بازرسی و کنترل کیفیت
در نهایت، قطعات آبکاری شده تحت بازرسی دقیق قرار میگیرند تا اطمینان حاصل شود که پوشش به صورت یکنواخت و بدون عیب است و جلوه رنگی مطلوب به دست آمده است. معمولاً آزمایشهایی مثل تست ضخامت پوشش، تست چسبندگی، تست مقاومت سایشی و بررسی ظاهری انجام میشود.
نکات مهم در فرآیند آبکاری فانتاکروم
- دقت بالا در آمادهسازی سطح و کنترل شرایط محیطی بسیار حیاتی است.
- استفاده از تجهیزات پیشرفته و کنترل دقیق ضخامت لایهها باعث کیفیت بهتر میشود.
- هر گونه آلودگی یا خطا در هر مرحله میتواند باعث کاهش کیفیت و زیبایی نهایی پوشش شود.
- محیط کار باید فاقد رطوبت و گرد و غبار باشد تا بهترین نتیجه حاصل شود.

تفاوت آبکاری فانتاکروم با آبکاری کروم معمولی
آبکاری کروم یکی از روشهای سنتی و پرکاربرد در صنعت پوششدهی فلزات است که هدف اصلی آن ایجاد لایهای مقاوم، براق و ضدزنگ روی سطح قطعات فلزی میباشد. در مقابل، آبکاری پاششی فانتاکروم به عنوان تکنولوژی جدیدتر و پیشرفتهتر، علاوه بر مقاومت، جلوههای نوری و رنگی متنوعی به قطعات میبخشد که با پوشش کروم معمولی قابل مقایسه نیست. از نظر ظاهر و جلوه نوری، آبکاری کروم معمولی معمولاً رنگ نقرهای براق و یکدست دارد که سطح را فلزی و درخشان نشان میدهد، در حالی که آبکاری فانتاکروم طیف گستردهای از رنگهای فانتزی، رنگینکمانی و متالیک را ارائه میکند که جلوهای پویا و تغییرپذیر در زوایای مختلف نور ایجاد میکند.
از نظر تنوع رنگ، کروم معمولی فقط رنگ نقرهای براق دارد، اما فانتاکروم امکان انتخاب رنگهای مختلف مانند آبی، سبز، طلایی، بنفش و حتی رنگهای تغییرپذیر را فراهم میکند. همچنین، در فناوری و مواد مصرفی، کروم معمولی معمولاً از روشهای الکتروپلاتینگ با کروم سخت یا تزئینی استفاده میکند که لایهای نازک و سخت ایجاد میکند، در حالی که فانتاکروم علاوه بر روشهای معمول، بیشتر از فناوریهای پیشرفتهای مانند آبکاری PVD یا پوششهای چندلایه برای ایجاد جلوههای رنگینکمانی بهره میبرد.
از نظر مقاومت و دوام، کروم معمولی مقاومت خوبی در برابر خوردگی، خراش و حرارت دارد و بیشتر برای محافظت قطعات صنعتی و دکوراتیو استفاده میشود، در حالی که فانتاکروم علاوه بر مقاومت مناسب، مقاومت بالایی در برابر تغییر رنگ و سایش دارد، اما بسته به نوع و ضخامت پوشش ممکن است نیاز به مراقبت بیشتری داشته باشد. در زمینه کاربردها، کروم معمولی بیشتر در قطعات خودرو، موتورسیکلت، لوازم خانگی و ابزارآلات کاربرد دارد، اما فانتاکروم به سمت کاربردهای لوکستر و تزئینی مانند اکسسوریها، لوازم دیجیتال، تزئینات داخلی خودرو و محصولات مد سوق یافته است. در نهایت، از نظر هزینه، کروم معمولی نسبتاً مقرون به صرفهتر است، اما فانتاکروم به دلیل فناوریهای پیچیدهتر و مواد خاص، هزینه بالاتری دارد.
مزایا و معایب آبکاری فانتاکروم
آبکاری فانتاکروم، به عنوان یکی از روشهای مدرن آبکاری سطح، توانسته جایگاه ویژهای در صنایع مختلف پیدا کند. این تکنیک با ارائه طیف وسیعی از رنگهای شفاف، متالیک و براق، تجربهای متفاوت از آبکاری سنتی کروم را به کاربران ارائه میدهد. با این حال، مانند هر فناوری دیگری، این روش نیز مزایا و معایبی دارد که شناخت آنها برای انتخاب درست و کاربرد بهینه ضروری است.
مزایای آبکاری فانتاکروم
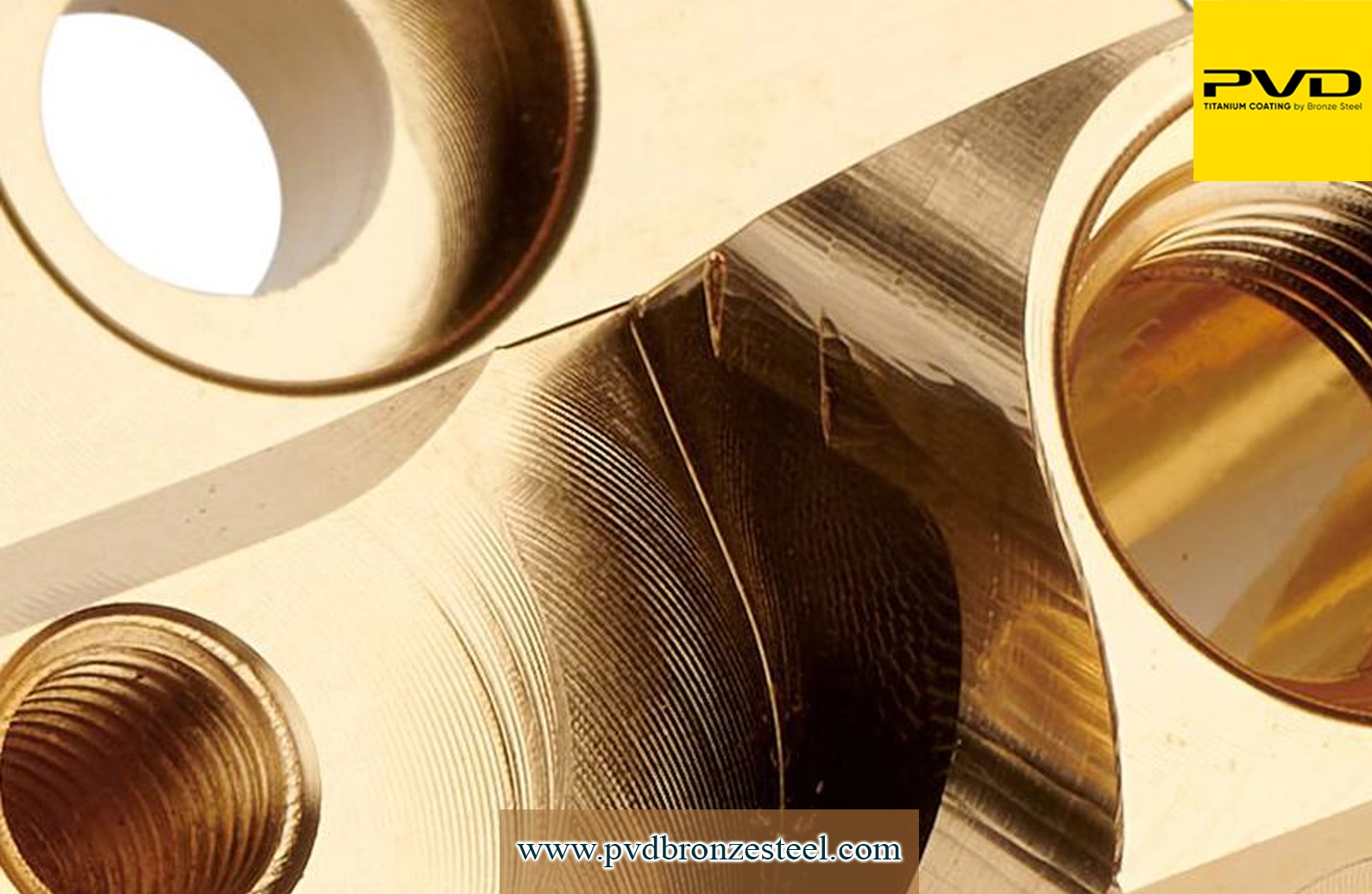
- ظاهر جذاب و متنوع: یکی از برجستهترین مزایای این روش، جلوه بصری منحصربهفرد آن است. این نوع آبکاری میتواند سطوح را با رنگهای متنوع و طیفهای براق پوشش دهد، از رنگهای شفاف و صیقلی تا رنگهای منعکسکننده نور با جلوه آینهای. این ویژگی باعث شده تا در صنایع خودرو، موبایل، لوازم خانگی و اکسسوریهای مدرن به شدت محبوب باشد.
- هزینه کمتر نسبت به کروم واقعی: آبکاری فانتاکروم معمولاً نسبت به کروم سنتی ارزانتر است، زیرا نیاز به تجهیزات پیچیده و فرآیندهای سختگیرانه کروم واقعی ندارد. این امر باعث شده تا تولیدکنندگان کوچک و متوسط بتوانند سطوح با ظاهر کروم براق را بدون صرف هزینههای سنگین به دست آورند.
- انعطافپذیری بالا در رنگ و طراحی: برخلاف کروم معمولی که محدود به نقرهای و خاکستری است، فانتاکروم امکان تولید رنگهای مختلف و حتی تغییر رنگ با زاویه دید را فراهم میکند. این ویژگی برای طراحی محصولات خاص و خلاقانه، یک مزیت رقابتی محسوب میشود.
- وزن کم و دوام مناسبک لایه آبکاری فانتاکروم معمولاً سبک است و ضخامت کمی دارد، بنابراین باعث افزایش وزن محصول نمیشود و برای سطوح حساس به وزن، انتخاب ایدهآلی است. همچنین، اگر به درستی اجرا شود، مقاومت قابل قبولی در برابر خراشیدگی و خوردگی ارائه میدهد.
معایب آبکاری فانتاکروم
- حساسیت به خراش و آسیب مکانیکی: با وجود زیبایی و درخشندگی بالا، سطوح فانتاکروم نسبت به کروم واقعی نرمتر هستند و در صورت برخورد با اشیاء تیز یا ساییدگی مکرر، ممکن است خط و خش روی سطح ایجاد شود. بنابراین در کاربردهایی که تماس مداوم با اشیاء سخت وجود دارد، باید با احتیاط استفاده شود.
- محدودیت در دمای بالا و نور مستقیم: برخی انواع فانتاکروم در برابر حرارت زیاد یا تابش مستقیم نور خورشید حساس هستند و ممکن است به مرور زمان رنگ و براقیت خود را از دست بدهند. این نکته در انتخاب فضا و محصول مناسب برای آبکاری اهمیت ویژهای دارد.
- نیاز به نگهداری ویژه: برای حفظ کیفیت و درخشندگی، سطوح فانتاکروم نیاز به مراقبت ویژه دارند. استفاده از مواد شوینده نامناسب یا فشار زیاد در تمیزکاری میتواند لایه آبکاری را خراب کند. بنابراین رعایت دستورالعملهای نگهداری، کلید دوام طولانیمدت آن است.
- چسبندگی ضعیف بر برخی سطوح: اگر آمادهسازی سطح به درستی انجام نشود یا مواد پایه مناسب استفاده نشوند، لایه فانتاکروم ممکن است به سطح نچسبد یا بعد از مدتی پوسته شود. این امر اهمیت اجرای صحیح فرایند توسط متخصصان مجرب را نشان میدهد.
نتیجهگیری
آبکاری فانتاکروم نمایانگر تلفیقی از هنر و فناوری پیشرفته است که علاوه بر محافظت از سطح قطعات، جلوهای بینظیر و رنگارنگ به آنها میبخشد. این روش با تنوع رنگی گسترده و جلوههای متغیر در زوایای مختلف، به محصولات ظاهری لوکس، خاص و متفاوت میبخشد که توجه هر بینندهای را به خود جلب میکند. با وجود اینکه فرآیند انجام این آبکاری نیازمند دقت و تجهیزات پیشرفته است، نتیجه نهایی ارزشمند و ماندگار است و میتواند به شکل چشمگیری کیفیت و جذابیت محصولات را افزایش دهد.
بنابراین، اگر به دنبال ارتقای ظاهر و جلوه محصولات خود هستید و میخواهید در بازار بدرخشید، آبکاری پاششی فانتاکروم بهترین انتخاب برای شما خواهد بود. در نهایت، شناخت تفاوتها و مزایای این روش نسبت به آبکاری کروم معمولی، به شما کمک میکند تا تصمیمی هوشمندانه و متناسب با نیاز خود اتخاذ کنید.